冷喷涂的“冷”究竟是多少度?揭秘5MPa/800℃背后的物理真相
在冷喷涂技术的交流中,客户常常对工艺参数产生疑问。特别是当看到超卓航科自研的冷喷涂装备能够达到“气体压力5MPa,气体温度 800℃”这一高性能指标时,许多工程师的第一反应是担忧:“铝合金的服役温度通常不能超过150℃,既然是‘冷’喷涂,为什么要加热到 800℃?这样高的温度是否会破坏基体的热处理状态,甚至导致工件变形?”
这是一个非常典型且合理的误解。实际上,设备设定的 800℃(气体入口温度) 既不等于喷嘴出口的气流温度,也不等于粉末粒子的温度,更不等于基体的实际受热温度 。
本文将带您走进冷喷涂核心部件——拉伐尔喷嘴(De Laval Nozzle)的内部,从热力学角度为您揭秘这“800℃”究竟去哪了。
一
结论先行
“气体入口温度(如800 ℃)”不等于“喷嘴出口气流温度”,更不等于“基体温度”。冷喷涂之所以称“冷”,其工程含义主要在于:粉末不发生熔化、基体热影响显著低于热喷涂/熔覆等熔融沉积工艺。但是否满足“基体温度 ≤150 ℃”这类强约束,需要回到热力学与工艺控制来做判断与验证。
二
核心解密:800℃去哪了?拉伐尔喷嘴里的“能量转换”
冷喷涂之所以能在“冷”的状态下获得超音速气流,关键在于其核心部件——拉伐尔喷嘴。这是一种前段收缩、后段扩张的特殊管道结构,与火箭发动机的喷管原理一致。
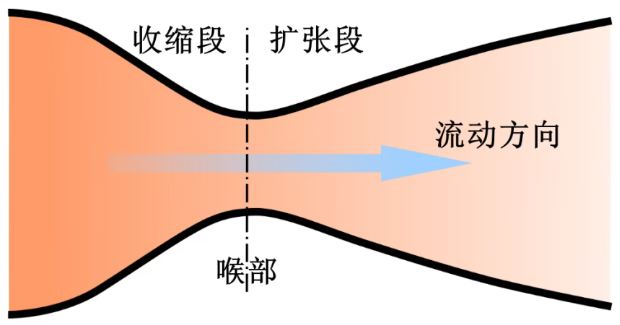
图 1 拉伐尔喷嘴结构示意图(图源:网络)
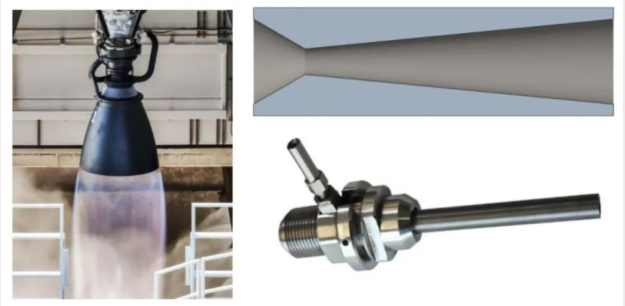
图 2 火箭发动机喷嘴(左)与冷喷涂喷嘴(右)均为拉伐尔喷嘴(图源:网络)
1. 能量守恒的“交易”:用热能换速度
根据气体动力学原理,高压气体在通过拉伐尔喷嘴进行超音速膨胀时,遵循能量守恒定律。气体在喷嘴入口处确实被加热到了 800℃(这被称为入口总温,Total Temperature),但这股巨大的热能(焓)并不是用来“加热工件”的,而是作为一种“能量货币”,在喷嘴内部被转化为了动能。
简单来说:气体流动得越快,它的温度就降得越低。
2.算一算:出口温度究竟有多低?
我们可以通过等熵膨胀公式来大致估算喷嘴出口的气流温度(Static Temperature):
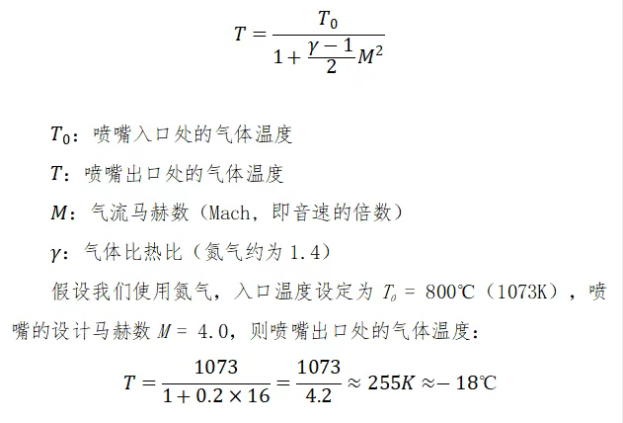
对,你没有看错,-18℃!尽管入口高达 800℃,但在理想情况下,气体加速冲出喷嘴的一瞬间,其自身温度甚至可能降至零下。虽然实际工况中存在摩擦和激波等能量损失,出口温度不会严格达到理论值的 -18℃,但“入口高温—出口显著降温”这一物理趋势是确定的。
划重点:设备参数上的“800℃”,是为了赋予气体强大的内能,使其在喷嘴内能加速到超音速。当气流真正喷射出枪口时,其自身的温度已经大幅降低,绝非设定的800℃。
二
粉末状态:冷喷涂的本质是“固态沉积”
理解了气流温度的下降,就不难理解冷喷涂与热喷涂(如火焰喷涂、等离子喷涂)的本质区别。在热喷涂中,粉末被加热至熔化或半熔化状态,温度高达数千度。而在冷喷涂中,尽管使用了加热气体,但由于:
接触时间极短(毫秒级),粉末最高温度低于气体温度;
周围气流温度随加速迅速降低;
金属粉末粒子在进入喷嘴扩张段前,虽然被高温气体加热,但是在扩张段又受到低温气体的冷却,整个飞行过程中始终保持“固态”,没有发生熔化。800℃的气体预热主要是为了软化粉末(降低屈服强度)并提高其飞行速度,使其撞击基体时更容易发生剧烈的塑性变形实现高质量沉积。正是这种“固态撞击”机制,使得冷喷涂涂层具有低氧化、低残余应力、保持原材料物相结构的特点。
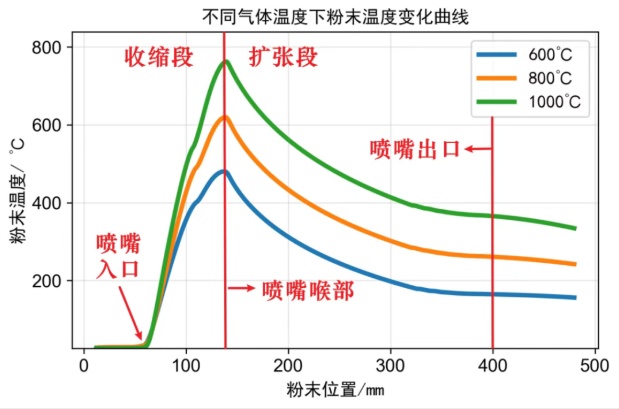
图 3 不同气体温度下粉末的温度变化曲线 (图源:超卓航科)
不同气体温度(600℃,800℃,1000℃)下,Ni(熔点1455℃)粉末从进入喷嘴到加速飞出喷嘴过程中的温度变化曲线。可以看到,粉末在喷嘴中也经历了升温-降温过程,即使入口气体温度高达1000℃,粉末沉积时的温度也不超过400℃ 。
三
客户真正关心的温度:基体温度由“热输入—散热条件”共同决定
即便喷嘴出口气流很冷,有经验的工程师会指出:“气流撞击工件时又会减速(动能转化为热能),且高速粒子撞击也会发热,基体还是会升温。”
确实如此,基体温度确实不等于气流出口温度,它是由“热输入”与“散热条件”共同决定的动态平衡结果。
热量来源主要有两个:
气体对流换热:射流与基体表面换热,加热效果取决于射流的实际温度、换热系数与作用时间;
粉末撞击产热:粉末沉积时,其一部分动能转化为塑性变形热,传导至基体产生局部温升。
散热条件同样关键:
工件自身条件:基体材料的热导率、工件厚度与整体质量直接影响热量传导与储存能力;
夹具与环境:夹具的导热性能、环境对流条件等都会显著影响基体的稳态/峰值温度。
影响热积累的工艺因素包括:
喷枪移动速度与轨迹规划:移动速度越慢、同一区域重复次数越多,局部热量越易累积;
气体参数与送粉量:气体温度、压力越高,粉末流量越大,单位时间内的热输入越大。
这也是为什么在工程实践中,讨论“冷喷涂基体温度是多少” 不能简单地给出一个固定数值,而应明确具体工艺边界条件:材料、厚度/工件尺寸、喷枪速度、喷涂轨迹、气体类型、气体温度与压力、粉末种类与送粉量、是否冷却/夹具导热等条件。
更可靠的方法是——直接测量。常用的基体测温方法包括:埋入式热电偶、贴片式热电偶、红外测温/热像(需注意发射率、视场、粉尘干扰与表面状态变化带来的误差)。
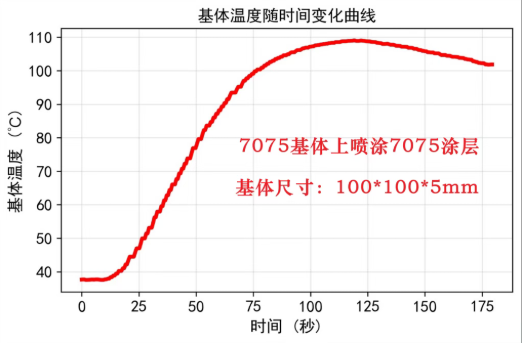
图 4 基体温度随时间变化曲线(图源:超卓航科)
超卓航科开发的7075基体上冷喷涂7075涂层工艺,涂层完全致密,结合强度>70MPa,实测基体最高温度低于120℃。
四
结语:“800 ℃”是设备加速能力,不是基体温度
“5 MPa、800 ℃”这类参数描述的是设备具有的加速能力;气体经喷嘴膨胀加速后温度显著下降,粉末保持固态沉积,基体温度则由热输入、散热条件共同决定。对于铝合金基体“不得超过 150 ℃”的要求,冷喷涂在多数工程条件下具备实现空间,但必须通过多种工艺方法控制热积累,并采用可靠测温手段完成工艺确认。
航空航天及精密制造领域中对热敏感的铝、镁、钛合金部件,冷喷涂工艺不仅“行得通”,更是目前能够避免热损伤、保留基体原始状态的最佳增材修复方案之一
 返回列表
返回列表












